Que la lata es un envase óptimo para contener cerveza artesana lo tenemos comprobado desde nuestra experiencia en estos años. Pero también es cierto que hay que poner mucha atención en el proceso de envasado de la lata de cerveza para que el producto que alberga conserve intactas sus propiedades.
En primer lugar, en este proceso hay que distinguir la intervención de dos conjuntos mecánicos distintos: la llenadora, encargada de depositar la cerveza en las latas, y la cerradora, que, como indica su nombre, cierra el envase ya con el líquido dentro.

Cada conjunto de envasado tiene calibradas unas medidas y ajustes para que el proceso sea el óptimo. Y la prioridad tiene que ser que esas medidas y ajustes no se vean alterados (de forma no intencionada) y evitar así desviaciones indeseadas.
Llenado y cerrado lata de cerveza
En segundo lugar, vamos a poner el acento en el momento de la unión de las dos piezas de la lata: el cuerpo y la tapa. Y no solo hay que ponerlo porque el espacio a cubrir con la tapa es amplio, sino porque el intervalo temporal que transcurre desde que la llenadora lo cubre con cerveza hasta que se coloca la mencionada tapa es muy corto.

¿Por qué entre el llenado y el cerrado el tiempo debe ser del menor posible? Para impedir la oxigenación de la cerveza (uno de sus grandes enemigos), el contacto con el aire y el entorno, por lo que este punto exige una precisión quirúrgica para realizar con éxito el proceso.
De hecho, ese corto intervalo de tiempo es clave para que no se escape el carbónico integrado en la cerveza y, por tanto, para que esta conserve las propiedades de su receta original.
El fundamento de una lata es la presión interna; si esta se pierde en el continente, el contenido se ve alterado. De ahí, repetimos, la importancia de ser precisos en este paso para evitar la oxidación de la cerveza y la modificación de sus propiedades organolépticas.
Si el proceso se ha realizado bien, la lata nos permite conservar exactamente todo el trabajo realizado en la cervecera (sabores y aromas) hasta que llega al consumidor debido a su estanqueidad. Tanto las características organolépticas como las físicas: cantidad de carbónico, volumen y otros.
Cómo impedir la oxigenación de la cerveza en el enlatado
Para mitigar esa premura entre el llenado y el cerrado la lata de cerveza suele recurrirse (como hacemos en la fábrica Arriaca) a contar con lo que llamamos un espacio en cabeza lleno de carbónico que pueda darnos una margen mayor de tiempo entre ambos procesos. En este espacio en cabeza se elimina el oxígeno existente, procedimiento que puede hacerse de dos maneras.
Una metodología se realizaría con la propia espuma de la cerveza, provocando intencionadamente mayor cantidad de espuma al final de cada llenado de la lata y formando una especie de copete en la parte superior.
Esta espuma en cabeza actúa como una capa protectora (igual que cuando se sirve la cerveza de un barril en una copa) contra una posible oxidación.
Es el sistema que utilizamos en Arriaca en ese espacio en cabeza. “Tiene un virtud: que es muy sencillo y, a la vez, muy eficiente”, apunta Roberto León, responsable de Ingeniería Técnica de Arriaca. “Deja la tapa descansando sobre la espuma, rompiéndola y favoreciendo la evacuación de la más superficial y la que, por tanto, podría tener mayor cantidad de oxígeno”. Esa espuma desalojada es, precisamente, la que ha actuado como barrera de protección directa del oxígeno.
Otro posible procedimiento en ese espacio en cabeza sería la aplicación sobre la lata rellenada de una gota de nitrógeno, que, debido a su baja temperatura, se convierte en gas y contribuye a barrer cualquier presencia de oxígeno.
Barridos de CO2 en múltiples puntos
Ese trabajo en el espacio en cabeza no es el único que se aplica en todo el proceso de envasado que realizamos en Arriaca para impedir la presencia de oxígeno. De hecho, se realizan distintos barridos de CO2 en múltiples puntos en ese intervalo comprendido entre el llenado y el tapado, lo que contribuye a eliminar la presencia de oxígeno alrededor del producto.
Uno de esos barridos se realiza incluso antes del llenado. Se aplica CO2 en el interior de la lata, de tal forma que este se evacúa de abajo hacia arriba y barre cualquier presencia de oxígeno.
El llenado de la lata de cerveza, realizado de abajo a arriba (desde la base de la lata -importante-), evacuaría la presencia de CO2 que pudiera haber quedado durante el barrido referido.
Secado de la lata durante el envasado
No cabe duda de que el descrito anteriormente es un punto en el que poner una marca roja de atención durante el envasado. Pero el proceso completo tiene otros momentos importantes que, de no ejecutarlos de una forma adecuada, pueden generar unos defectos en el producto que, además, resulten invisibles en fábrica pero ser una realidad en los puntos de venta finales.
Uno de estos puntos relevantes es el secado de la lata al que hay que proceder una vez que las rulinas de la cerradora han sellado la lata y pasan por un posterior lavado. Si no se hace -el secado- de la forma adecuada durante el envasado, se puede producir una corrosión en la tapa.
>
¿Por qué se puede producir esa corrosión? El espesor de la tapa (y su tecnología implícita en ella) está preparada para soportar la presión interna y, por tanto, para que la tapa no se abra sola. Si existiera una corrosión exterior puede acabar produciendo una pequeña perforación.
Pero el secado también es muy importante a efectos de higiene, que nunca se lleva bien con la humedad.
Cómo manipular las latas de cerveza
Otra de las cosas a tener en cuenta es, por supuesto, la manipulación de la lata, ya sea mecánica o manual.
La regla número 1 es no soltar nunca una lata o una caja que contiene latas a una altura superior a los 15 centímetros. A diferencia del vidrio, que fácilmente se rompe al caer al suelo, la lata no se rompe, pero sí se abolla, lo que puede provocar que la protección de barniz que lleva en su interior sufra alguna microfisura. Y eso, recuerda, reduce la vida útil del producto en sus condiciones idóneas.

En estos casos, de golpe o caída indeseada, cuando se trata de las latas de aluminio (como la de nuestras cervezas), la migración del metal al producto es mínima; pero con las latas de hojalata nos podemos ir a valores extraños (por la oxidación).
Obviamente, un buen packaging ayuda mucho en este sentido. Y no solo para amortiguar golpes, sino, volviendo al secado, porque puede absorber (si es de cartón) la humedad que deja un secado deficiente.
Alteración del espesor del cierre
Este concepto es, quizás, el que entraña mayor complejidad. En la botella es un proceso más sencillo: se trataría de apretar el cierre (la chapa) lo máximo posible sin llegar a romper, claro, el vidrio.
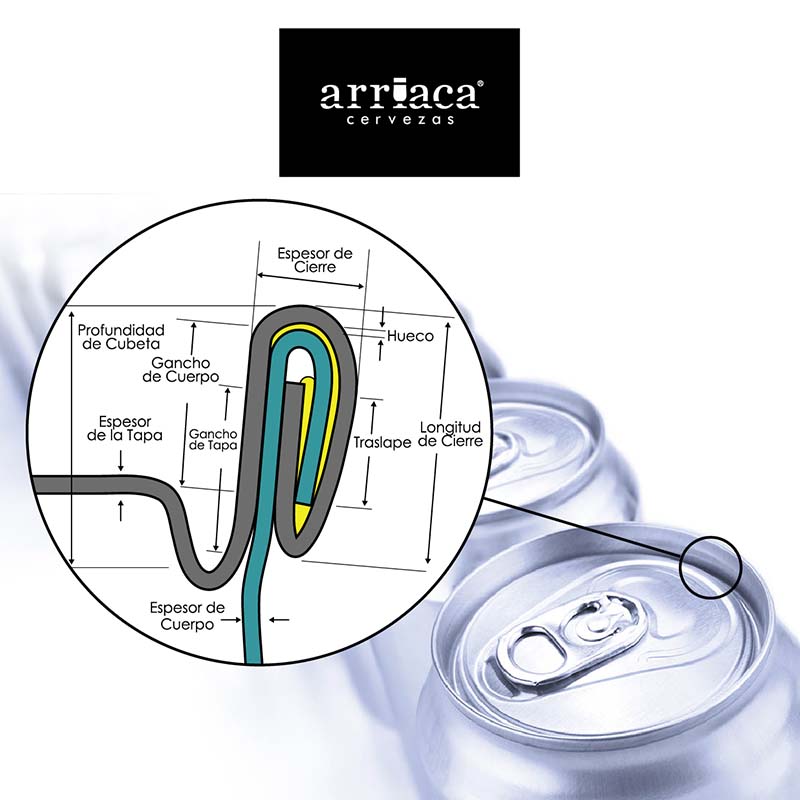
Pero en el cierre de la lata hay que cumplir unos estándares con los pliegues que lo forman, que han de estar comprendidos entre unos valores mínimos y máximos para que sea funcional y efectivo. Y el cierre de la lata, su espesor, está compuesto de hasta cinco capas que forman un doble cierre, que es lo que aporta la deseada estanqueidad de la misma (por, precisamente, esa doble barrera de seguridad).
Si esas medidas se alteran fuera de esos márgenes (por desgaste), puede llegar a producirse una fuga de carbónico y, apuntamos de nuevo, una pérdida de las propiedades organolépticas de la cerveza.
Esos defectos no son difíciles de corregir, pero es necesario un control continuo de los procesos de envasado para observar tendencias y poder evitarlo.
“En Arriaca comprobamos estos márgenes diariamente, cada ‘x’ latas’, para impedir cualquier desviación”, apunta Roberto León. Además, el propio sistema de envasado de la cervecera de Guadalajara expulsa de la cinta transportadora a cualquier lata que se detecte, de forma automatizada, fuera de esos parámetros.
Pero, además, es, por supuesto, recomendable y exigible realizar análisis en laboratorio para un control de cierre a posteriori.
La lata ofrece más seguridad laboral
Con respecto al vidrio, y sin desplazarnos del proceso de envasado de este artículo, la lata ofrece varias ventajas en materia de seguridad laboral.
La primera es clara: al aluminio de la lata, aunque se abolla, no se fractura como puede ocurrir con el vidrio, ya sea por caída u otros motivos, generando cortantes trocitos.
Las exigencias mecánicas de la lata son menores que el vidrio y no necesitan tanta resistencia. ¿Por qué? Porque es mucho menos pesada que el vidrio (menos de 14 gramos de la lata por 250 gramos de la botella -según los modelos que usamos-).
También es menos agresiva la lata que la botella para el impacto de ruido: el vidrio produce un sonido más alto al golpear, en las cintas transportadoras, unas botellas con otras.
Los beneficios de un correcto enlatado
Entre los beneficios derivados de un correcto enlatado podríamos enumerar:
– Eficiencia y productividad.
– Menor pérdida de producto (reducción del desperdicio o de las latas no válidas para la venta al consumo).
– Se evitan reclamaciones o quejas en la distribución y en el mercado final del consumidor. Ello refuerza el branding de tu marca.










